溶接(ミグ)アルミニウム溶接のヒント
材料の厚さのアルミニウムミグ溶接プロセスとすることができる14 gaと重いです。(どのくらい重い依存溶接機を使用しています。出力容量について)mig溶接アルミニウム14 gaにより薄くする(074」)のいずれかに特化したパルスミグ溶接装置の交流ティグは必要かもしれません。アルミニウム基材からの潤滑剤の除去は必要かもしれません。
この溶媒とするのがベストです。彼らの推薦のためにあなたの地元の粉屋溶接の卸売業者と相談してください。
酸化物除去脱脂後に行う必要がある。これは、ステンレスワイヤーブラシで行うべきである。この手のワイヤーブラシやカップワイヤーブラシで行うことができる。電源ワイヤブラシrpmと圧力は、材料の表面に塗ることを減らすために低くしておくのを使用する場合には、表面に酸化物と不純物を捕獲することができた。常に使用して、ワイヤブラシを使用したアルミニウムだけに、基材を汚染するのを防ぐためです。
あなたの地元の卸売業者またはアルミニウム溶接溶加材の代表的なあなたのアプリケーションがフィットワイヤー合金に関する勧告のために連絡してください。あなたのベースをアルミニウムとの合金が完結した部分に受けることの条件は何かを知っています。2つの最も容易に利用可能なアルミニウム溶加ワイヤer4043とer5356。
溶接技術
電源の正のスタッドにフックspoolgun。
あなたが10〜15度の角度を押して旅行を使う必要があるアルミmig溶接用ノズルの先端と旅行の方向を指している)。(図1参照)
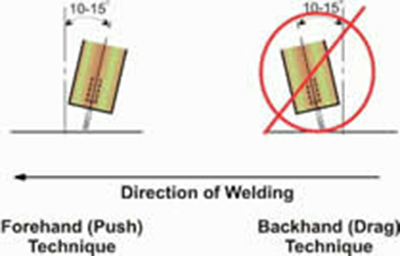
図1:銃の技術
引くか、ドラッグの角を用いた多孔質を生産し、ガスの報道の不足のため、汚い溶接します。
スプレー移行アルミニウム溶接金属の転送モードである。噴霧移動は非常に滑らかな移動溶融金属液滴の電極の端から溶融プールになっています。交差点は、アーク電極の液滴径よりも小さい。スプレー移行における短絡がありません。蒸着速度と効率は比較的高いスプレー移行した。アークは非常に滑らかで、安定です、そして、固いと溶接ビードの素敵な外観と優れた洗浄の側にあります。スプレー熱伝達を大量に関与する大型溶接プールの浸透による制御が困難になることができると材料よりも14 gaこの転送という音を生産するシンナーに使用することはできないが、スパッタしません。
アルミニウム上のショートアーク転写クリーニング不良行為を生成し、貧しいタイにおける溶接部の端で、スパッタと大量の煙。仕事の距離に先端を維持し、コンタクトの先端を持って凹状の約1 / 8ノズル内側の可能な場合です。(図2参照)
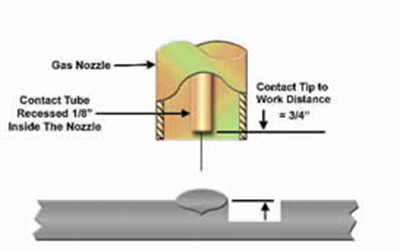
図2:ガンとの溶接部
反射熱と溶接の水たまりがあるmig溶接アルミニウムは非常に熱い。保持先端よりもこれはワイヤ燃焼へのコンタクトチップと他の問題に戻ります。
溶接アルミニウム100 %のアルゴンミグのための最も一般的なシールドガス。20〜30 cfhの流量(毎時立方フィート)は、許容できます。c 25あるいはアルゴン・二酸化炭素の混合物は許容できません。
アルミニウム上の大きな織りビーズを避けてください。大隅肉溶接部の複数のパスを必要としたまっすぐなビーズの外観を良くすると冷えたラッピングのより少ないチャンスを持っているならば火傷を通して、および他の溶接欠陥です。
それは、基材の溶接時の加熱になってトーチ移動速度を増加させる必要がある。
オペレータは、ジョイントタイプの技術レベルに合うし、位置、ならびに溶接電源のすべてのアルミニウムとあなたの成功の溶接性に大きな影響を持っています。
一般の問題のトラブルシューティング
熱傷による(メルトスルー)基材加熱によって引き起こされる
1。移動速度が増加した。短い溶接部を作る。
2。その上で動き回り、熱が広がっている。
3。より厚い材料の使用または共同設計や交流ティグ溶接プロセスを変更します。
4。ギャップの縮小を排除する
汚い溶接
1。スプレー移行に入るために電圧を増加させた。
2。適切なベース金属洗浄技術を使用して(ステンレス鋼・ブラシ)。
3。適当なシールドガスとワイヤ合金タイプのために、チェックしてください。
機械を得ることができないが正しいセット
1。チェックの溶接工のカバーの中に良い出発設定とあなたのニーズのための曲。
2。良い設定のためのミグ計算部# 086446。
ワイヤや溶接終了時の先端接触への火傷
1。作業距離に先端を維持します。
2。コンタクトチップのサイズを確認して、駆動ロールとガンライナーをあなたが使っているワイヤ径と一致している。
ワイヤーの鳥の巣」(積もる)銃に入口ガイドの前に
1。チェックして、駆動ロールのテンションを調整する。
2。確かにマッチする駆動ロールワイヤ径をチェック
3。ファウルコンタクトチップを交換するならば
4. Check pressure adjustment on Aluminum spoolgun hub.